COLD AGGREGATE FEEDER
sales@fabhind.com
Email address
+91 8980014640/771
Phone line
- Overview
- Description
- Features
- Technical Specification
- Photo Gallery
- Video Gallery
- Download Brochure
- Asphalt Batch Mix Plant with RAP
Overview
Overview
Our FAB series Asphalt Batch With large years of expertise and is strictly built with customer focused design.
WE , FABHIND manufactures of of asphalt and concrete plants . Asphalt batch mix plants manufactured FABHIND are revered as number one in the industry. When it comes to quality, durability, and efficiency, FABHIND batching plants stand out. With different types of asphalt batching plants available with us, you can be assured that you can meet all your batch mixing needs required to be fulfilled during different types of construction.
Asphalt mixing plant is main equipment for any road construction company. Any asphalt batch mix plant operation has many functions. This makes them a bit complicated compared to the drum types. This post will try and highlight the asphalt batch mix plant operation in the simplest manner.
WORKING MECHANISAM OF ASPHALT BATCH MIX PLANT
asphalt batch plant include heating and weighing of F four been feeder aggregates, heating and weighing(via load cell) of bitumen, weighing of filler material and in the end mixing aggregates, bitumen and filler material to produce hot mix asphalt. The percentage of each item can vary depending on the mix material recipe set in the control panel. The size and percentage of the aggregates will also vary depending on the recipe selected.
In cases where reclaimed asphalt needs to be added, there is provision to add the same in the mixing unit of the hot mix plant. Before addition in the mixing unit, the RAP material is proportioned. Depending on your need, asphalt mixing plant manufacturers should be able to provide you with stationary or mobile asphalt plant.
- four bin feeder bins to meter and supply the aggregate to the dryer drum.
- Conveyor belt to take the cold aggregates from the feeder and transfer the same to the dryer drum.
- Drying drum with burner use for heating and dry aggregates.
- Hot Elevator for feeding the hot aggregates to the vibrating screen after drying.
- Vibrating screen is use to separate the hot aggregates into different compartment as per the sizes
- Hot bins to hold the hot aggregates before weighing
- Filler storage and weighing system
- Bitumen storage and weighing system
- Aggregate weighing system
- Pug mill mixing unit
- Dry dust collector
- Bag House
- Control system PLC
Description
Description
FABHIND premium asphalt batch mix plant requires complex process engineering which in turn depends on the perfect interaction between all the components. Hence it is essential that FABHIND manufactures all the vital parts of plant including burner, mixer, screen, Drum, filters, feeders, and controls.
COLD AGGREGATE FEEDER
The process of handling and storage of cold feed of aggregates in a batch plant is like the drum mixers. Usually we have aggregates of different sizes in different quantities for mix recipe. Different bins of the feeder store the aggregates in different bins. It is important that the bins are kept full most of the times because they will be used. Enough material should be available at all times. This material should flow uninterrupted. It is also important that the bins are filled with care. Some of the bins may empty fast compared to other bins and such bins need to be filled again and again. Imagine that your mix design has more percentage of say 20 mm of aggregates. In this case, this 20 mm of aggregates will be used faster compared to others. Improper feeding will let some of the bins to overflow. Huge variations in the quantity of specific aggregates at the cold feed can cause considerable change in the temperature of the aggregates leaving the drying drum. An excessive feeding of the aggregates will overload the dryer or bucket elevator or the vibrating screen. Variations in the aggregate sizes will also affect the moisture content in the final hot mix asphalt.
hese are the issues that add to the non uniformity of the final asphalt which is not good. Hence it becomes important for any asphalt plant manufacturers to have the feeder bins with empty bin indicators and moisture indicators. This will help in controlling the feeding process.
It also becomes important to control the proportions of aggregates leaving the aggregate feeders. This will help in controlling the degradation. It becomes critical to ensure that the materials flow in desired proportions because it may disrupt the mix material at later stage.
- Cold aggregate feeder are provided to control homogeneous & continuous aggregate feed in required proportions
- Maximum feeding capacity
- Feeders are usually synchronized as per production demands on site
- Cold aggregates hopper with a heaped capacity of approximate 56 T
- Wide opening bin width to accommodate different loader capacities
- Anti Bridging bin design to ensure smooth and easy material flow, irrespective of the material level. Sturdy and proven


DRYING DRUM
- As before long as the totals take off the feeder units, they are exchanged to the dryer drum. The drum is turning hence exchanging the totals from one conclusion to the other. Amid this course of the exchange, the totals are altogether warmed and its temperature is raised to the specified level. The burner makes up for hot temperature within the closed dryer chamber evacuating the dampness from the same. It is imperative to control the temperature interior the dryer. Temperature pointers play an critical part. Temperature mustbe checked on standard premise. Dampness checks are an critical portion here.
- Made from special alloy materials to endure against heat and abrasion.
- Special drying flight design for uniform transfer of heat to all different sizes of aggregates.
- Driven by 4 wheels pulley or chain sprocket.
- Hardening provides long life of ring and pulley materials .
- Perfect design of bucket to provides homogenous heat transfer to all aggregates.
- Easy maintenance of bucket systems.
- Maximum heat transfer and high efficiency are provided via special design of burner and inner parts of dryer.


AGGREGATE HOT ELEVATOR
- The vertical Aggregate elevator is designed according to asphalt plant capacity
- Totally enclosed, vertically mounted, centrifugal discharge type bucket elevator
- Back stop lock to secure drive mechanism
- Direct channel is provided
Optional
- Insulation with rock wool
- By-pass channel to direct hot aggregate silo
- Arrangement for gear box replacement
- Large Maintenance platforms
- Wearing plates protects the buckets agaisnt abrasion

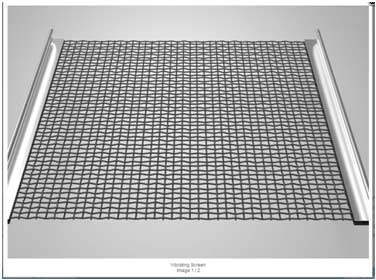
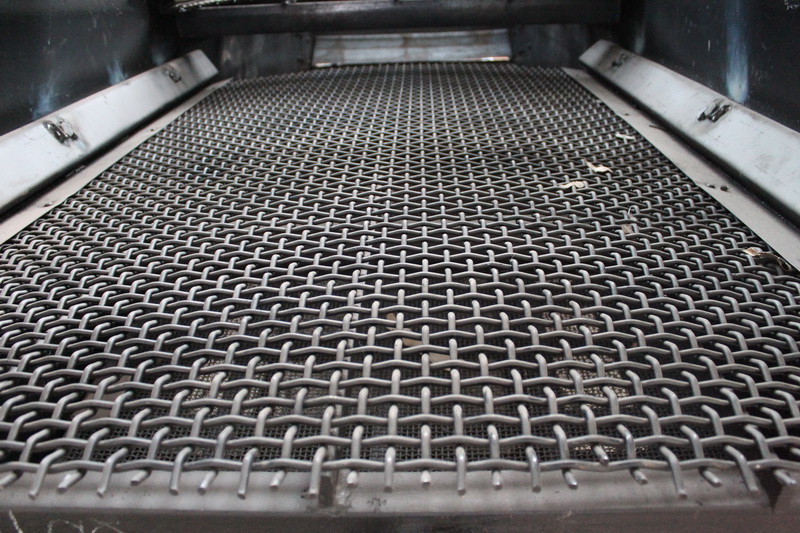
VIBRATING SCREEN
Screening here is important because it allows separating the aggregates depending on the sizes. Once the aggregates are dried, they are transferred to the multi deck screening unit. A bucket elevator system which is enclosed does this task efficiently. During the gradation process, the aggregates have to pass through multiple layers of the screens. This process will help separate the aggregates into various fractions and deposit the same in different hot bins. This unit forms the top most part of the tower unit of the batch mixer.
These screens are located one above the other. The top most is the scalping screen which rejects the oversized material. This unit is followed by other screens that are below this screen. The sieve sizes of the screens decrease from top to bottom. The top most screen will always have the biggest sieve size so that the smaller particles can make through. At the base is the screen for sand which will have the smallest clearance. The main purpose of the screens is to separate the aggregates into different compartments known as hot bins.
- Optional 4/5/6 horizontal decks
- Driving is done by vibrator or eccentric weight system
- Tension, Perfect inclination and homogeneous load distribution provide trouble-free capacity
- Perfect inner design that prevents the mixing of different sizes of materials
- Easy changeable sieves, useful doors platforms It can be used as by-pass by means of 0-5 compartment of sieving machine

MIXER
Mixing Palettes which is produced by Ni-Hard 4 or high manganese cast material is long life guaranteed.
· Perfect asphalt with 25-30 sec mixing time.
· Gates with pneumatic control
Pug mill mixer is the mixing zone where the aggregates, bitumen and filler material are mixed thoroughly for a fix period of time. Pug mill mixer consists of two horizontal shafts which are parallel to each other. There are pedal arms and tips which are fitted on these shafts. When the shaft rotates the arms and tips rotate resulting in homogeneous mixing. This helps to produce quality hot mix asphalt. These arms and tips are replaceable when worn out. The inner lining of the pug mill mixer is also replaceable when worn out. Most of the asphalt batch plant manufacturers provide the pug mill mixers with jacketing of hot oil so as to keep the unit hot at all times.

BITUMEN TANKS
Storage of bitumen is a important aspect for any asphalt batch plant. It is important that regular storage of bitumen is there at the plant at all times. Bitumen tanks are designed for the storage and heating of bitumen so that it stays in liquid state and flows freely. Asphalt storage and supply tanks are fully insulated to prevent the loss of heat. Heating of bitumen can be done directly or indirectly. Different capacity of bitumen tanks are made available as per the request from customer. Suitable capacity pumping station will pump the bitumen to the weigh tanks for weighing.
Direct heating
- indirect heating
- Protection of heat for a long time, perfect isolation
- Jacketed piping
- Bitumen feeding system with pneumatic 3 way
- Thermal-oil coil system valve
- It can be connected each other by 3 way valves
- Heat control via by thermostatic valves
- Level indicators
- Jacketed bitumen pump

With our specific range, customers can choose between straightforward heating type bitumen storage tanks and indirect heating type hot oil hot bitumen storage tanks. The storage capacity comprises from 15 to 50 tons.
The indirect heating tanks are provisioned with a first-rate design thermic oil heater. Automatic imported pressure jet burners are supplied with direct heating tanks. Being modular all our tanks are provided with auto thermostatic activities and level gauge indicators.
THERMIC OIL HEATERThe FAB series plants are provided with bitumen weigh hopper section, hot oil Passage jacketing on bitumen pipe lines, asphalt pumps and pug mill physical structure. Thermic oil heater facilitates hot oil heating, cuts down asphalt pipeline blocking and asphalt pump binding & ensures smoother bitumen weigh batches and eventextured pug mill activity.
The thermic oil heater comes with machine-driventemperature controls so as to hold out fine bitumen temperature. The thermic oil heater is also integrated with self-directed automatic controls considering low level switches, oil temperature indicator controllers, over temperature cut off thermostat burner functional circuits, reduced circulation pressure switches. The Capacity range is: up to 500,000 KCAL/HR.
- 3,00,000 – 15,00,000 kcal/h capacities
- Can be used separately from control cabin
- Can be run or run out by automatic min-max temperature control time
- High-low pressure control
- Level gauge for thermal-oil. /voiced and lightened warning system
- Thermal circulation pump
- High Efficiency

POLLUTION CONTROL UNIT
rimary Dust Collecting Unit
- Primary dust collection system is in form of a Double Cyclone, provided to entrap larger dust particle from the dryer drum exhauster and scavenging for the batching tower. Reclaimed dust recycling conveying system comprising of a material seal damper at the bottom of the cyclones, feeding the reclaimed dust from the foot of hot elevator
BAGHOUSE UNIT
- Nomex Filter Bags are durable to 200oC temperature. Fresh air system works at higher temprature than 200oC
- System works automatically and controlled from control cabin.
- Under 20Mg/M3 emission is suitable with respect to world standard.
- Compact, less Volume with bigger filtration area.
- Reusing of coarse material which are taken from re-seperator and reusing fine materials which are taken from filter
- Low operation cost & durable

Highlights
- Discharge less than 50 mg / M3
- Diminished Dust loads on bag house filters due to trenchant separation of coarse dust particles at first hand stage
- Extended Filter bag life due to attenuated dust loads
- Zero Fixing design
- Filler recycling
- Power savings
BURNER

| Model | Type | Fuel | Capacity | Blower | Fuel Pump |
| FAB 60 | Modulating | HDS, LDO & FO | 350 TO 900 LPH | 20HP | 7.5HP |
TECHNICAL SPECIFICATION
| Plant Model | PER | FAB 1000 | FAB 1300 | FAB 1500 | FAB 2000 | FAB 2500 | FAB-1500(ECO) | |
| Plant Capacity | t/h | 80 | 100 | 120 | 160 | 200 | 120 | |
| Batch Size | kg | 1000 | 1300 | 1500 | 2000 | 2500 | 1500 | |
| Units | Cycle time | sec | 45 | 45 | 45 | 45 | 45 | 45 |
| Cold feed bins | No. of Bins / Capacity | nos./Ton | 4//12 | 4//12 | 4//13 | 4//15 | 4//25 | 4//13 |
| Charging conveyor | Capacity | t/h. | 100 | 120 | 140 | 180 | 240 | 140 |
| Drive type | BELT DRIVE | BELT DRIVE | BELT DRIVE | BELT DRIVE | BELT DRIVE | BELT DRIVE | ||
| Burner | FO/LDO | High Pressure. Fully Automatic modulating Burner | High Pressure. Fully Automatic burner | High Pressure. Fully Automatic modulating burner | High Pressure. Fully Automatic modulating burner | High Pressure. Fully Automatic modulating burner | High Pressure. Fully Automatic modulating burner | |
| Fuel | Diesel / furnace oil/LDO | Diesel / furnace oil/LDO | Diesel / furnace oil/LDO | Diesel / furnace oil/LDO | Diesel / furnace oil/LDO | Diesel / furnace oil/LDO | ||
| Capacity | MW/hr. | 12.5 | 10 | 14.1 | 14.1 | 14.1 | 14.1 | |
| Hot Elevator | Capacity | t/H. | 100 | 120 | 140 | 180 | 240 | 140 |
| Screening Unit | Screering method | Inclined liner Vibration | Inclined liner Vibration | Inclined liner Vibration | Inclined liner Vibration | Inclined liner Vibration | Inclined liner Vibration | |
| No. of deck | 4 | 4 | 4 | 4 | 4 | 4 | ||
| Screening Capacity | t/h . | 100 | 120 | 140 | 180 | 240 | 140 | |
| Hot aggregate bin unit | No. of bins | 4 | 4 | 4 | 4 | 4 | 4 | |
| Weighing unit | Aggregate hopper capacity | kg | 1200 | 1400 | 1600 | 2000 | 3000 | 1600 |
| Filler hopper capacity | kg | 300 | 300 | 300 | 300 | 500 | 300 | |
| Bitumen hopper capacity | kg. | 225 | 225 | 225 | 225 | 400 | 225 | |
| Mixer Unit | Type | Twin-Shaft hot oil jacketed | ||||||
| Mixer capacity | kg. | 1000 | 1300 | 1500 | 2000 | 2500 | 1300 | |
| Bitumen pump | LPM | 450 | 450 | 450 | 450 | 450 | 450 | |
| Pollution Control Unit | ||||||||
| Primary type | cyclone | Centrifugal double cyclone | Centrifugal double cyclone | Centrifugal double cyclone | Centrifugal double cyclone | Centrifugal double cyclone | Centrifugal double cyclone | |
| Secondary type | Bag House filter | Reverse Flow System | Reverse Flow System | Reverse Flow System | Reverse Flow System | Reverse Flow System | Reverse Flow System | |
| Bag House filter | m2 | 400 | 400 | 504 | 504 | 504 | 400 | |
| Bitumen Tank | Capacity | Nos. / Ton | 15 KL(2) | 20 KL(2) | 30 KL(2) | 30 KL(2) | 30 KL (2) | 20 KL(2) |
| Fuel Tank | Ltrs. | 10,000 | 10,000 | 12,000 | 18,000 | 18,000 | 18000 | 12,000 |
| Control Pannel | Type | Fully computerized with | Fully computerized with | Fully computerized with | Fully computerized with | Fully computerized with | Fully computerized with | |
| manual over-ride | manual over-ride | manual over-ride | manual over-ride | manual over-ride | manual over-ride | |||
ACCESSORIES (OPTIONAL*)
| Filler Bio | Capacity Range | m | 10 to 18 | 10 to 18 | 10 to 18 |
| Bitumen tanks | Capacity Range | m | 15/25/30/50 | 15/25/30/50 | 15/25/30/50 |
| Heating S/etem | Direct Fteating/ Thermic oil heating | Direct Heating/ Thermic oil heating | Direct Fteating/ Thermic oil heating | ||
| Thermic oil heater | Hot oil heater capacity | kcal/hr | 1,00,000/3,00,000 | 1.5,00,000/3,00,000 | 1.5,00,000/3,00,000 |
| Filler Be/ator | Capacity | TiH | 18 | 21 | 21 |
| RAP -30 Plait Attachments (Capacity 20 to 30 M3) | |||||
| Cold Aggregates Bin Feeder | p re-Vibrating screen | Storage bin 900 kg |
| Singer conveyor | RAP elrvator | Weighing Hopper |
Features
Features
- 4 / 5 / 6 pre batch feeder system fitted with independent variable drive electric motors and one bin fitted with vibratory motor
- Fully insulated Dryer fitted with automatic burner complete with infrared probe, pre heater and Dryer feeding conveyor
- Hot elevator system
- Four / Five deck vibratory screen
- Four / Five hoppers for storage of hot aggregates
- Aggregates, bitumen, filler and hot mix weighing unit
- Bitumen storage and heating system with hot oil heat exchanger
- Fully computerized control panel with PC, PLC, Video, Printer and power room
- Bag type air pollution control system with NOMEX bag filters complete with exhauster and chimney
- Filler feeding silo with 1 ton capacity
Technical Specification
Technical Specification
| Plant Model | PER | FAB 1000 | FAB 1500 | FAB 2000 | |
| Plant Capacity | t/h | 80-100 | 120 | 160 | |
| Batch Size | kg | 1000 | 1500 | 2000 | |
| Units | Cycle time | sec | 45 | 45 | 45 |
| Cold feed bins | No. of Bins / Capacity | nos./Ton | 4 /12 | 4 /13 | 4 /15 |
| Charging conveyor | Capacity | t/h. | 100 | 140 | 180 |
| Drive type | Chain Drive | Chain Drive | Chain Drive | ||
| Burner | Type | High Pressure. Fully Automatic, modulating |
High Pressure. Fully Automatic, modulating |
High Pressure. Fully Automatic, modulating |
|
| Fuel | Diesel / furnace oil | Diesel / furnace oil | Diesel / furnace oil | ||
| Capacity | MW/hr. | 12.5 | 14.1 | 14.1 | |
| Hot Elevator | Capacity | t/H. | 100 | 140 | 180 |
| Tower Unit | |||||
| S creening Unit | Screering method | Inclined liner Vibration | Inclined liner Vibration | Inclined liner Vibration | |
| No. of deck | 4 | 4 | 4 | ||
| Screening Capacity | t/h . | 100 | 140 | 180 | |
| Hot aggregate bin unit | No. of bins | 4 | 4 | 4 | |
| W eighing unit | Aggregate hopper capacity | kg | 1200 | 1600 | 2000 |
| Filler hopper capacity | kg | 300 | 300 | 300 | |
| Bitumen hopper capacity | kg. | 225 | 225 | 225 | |
| Mixer Unit | Type | Twin-Shaft hot oil jacketed | Twin-Shaft hot oil jacketed | Twin-Shaft hot oil jacketed | |
| Mixer capacity | kg. | 1000 | 1500 | 2000 | |
| Bitumen pump | lpm | 600 | 800 | 800 | |
| Pollution Control Unit | |||||
| Primary | Type | Centrifugal double cyclone | Centrifugal double cyclone | Centrifugal double cyclone | |
| Secondary | Type | Bag House filer | Bag House filer | Bag House filer | |
| Bag House filter | Reverse Flow System | Reverse Flow System | Reverse Flow System | ||
| Filter area | m2 | 385 | 400 | 450 | |
| Bitumen Tank | Capacity | Nos. / Ton | 15 KL(2) | 30 KL(2) | 30 KL(2) |
| Fuel Tank | Ltrs. | 10,000 | 10,000 | 18,000 | 18,000 |
| Control Pannel | Type | Fully computerized with manual over-ride |
Fully computerized with manual over-ride |
Fully computerized with manual over-ride |
Accessories (Optional*)
| Filler Silo | Capacity Range | m3 | 15 / 17 / 20 / 22 | 15 / 17 / 20 / 22 | 15 / 17 / 20 / 22 |
| Bitumen tanks | Capacity Range | m3 | 15 / 25 / 30 / 50 | 15 / 25 / 30 / 50 | 15 / 25 / 30 / 50 |
| Heating System | Direct Heating / Thermic oil heating | Direct Heating / Thermic oil heating | Direct Heating / Thermic oil heating | ||
|
Thermic oil heater |
Hot oil heater capacity |
kcal/hr |
1,00,000 / 3,00,000 |
1.5,00,000 / 3,00,000 |
1.5,00,000 / 3,00,000 |
|
Filler Elevator |
Capacity |
T/H |
18 |
21 |
21 |
Gallery
Photo Gallery







































































Video Gallery
Video Gallery


Download Brochure
Download Brochure


Asphalt Batch Mix Plant with RAP
Asphalt Batch Mix Plant with RAP
FABHIND modified standard models FAB1500 and FAB2000 with, Reclaimed Asphalt Pavement (RAP) system.
Environmental stewardship is designated as a major focus area of Ministry of road transport and highways strategic plan. The federal highway body supports and promotes the use of recycled materials in pavement construction is an effort to preserve the natural environment, reduce waste, and provide a cost effective material for constructing highways. In fact, the primary objective is to encourage the use of recycled materials in the construction of highways to the maximum economical and practical extent possible with equal or improved performance.
There are three key requirements that must be satisfied for asphalt pavement recycling to be successful. Recycled asphalt pavements must :
- Be cost effective,
- Be environmentally responsible, and
- Perform well.
Encourage the use of recycled material in the construction of highways to the maximum economical and practical extent possible with equal or improved performance ; Promote the use of Reclaimed Asphalt Pavement (RAP) because the utilization of RAP can have the greatest economical, environmental, and engineering impact in pavement recycling. High-RAP content is defined as greater than 20% and may exceed 30%.

